![]()
![]()
Thùy Chi

![]()
![]()
0902 226 358
Khôi Nguyên
![]()
![]()
0906 066 638
Nguyên Khôi
![]()
![]()
0939 219 368
Quang Được
![]()
![]()
0967458568
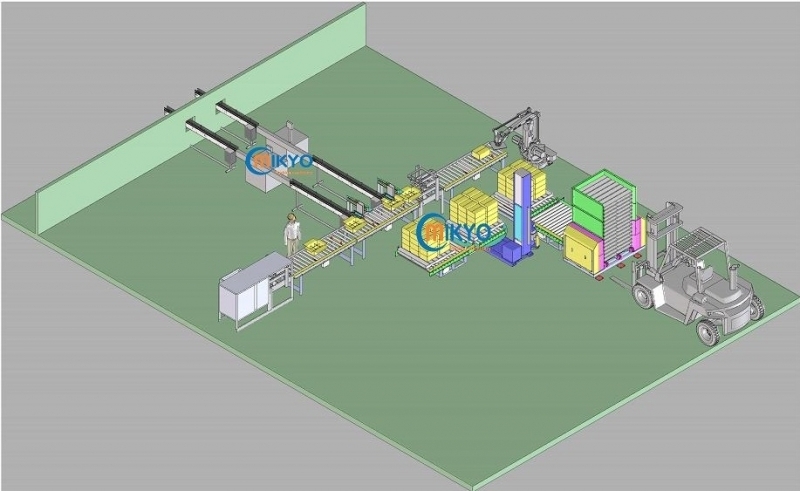
Công nhân vận chuyển thùng carton vào cụm máy dựng và dán đáy thùng
- Thùng được dán đáy xong đi qua băng tải STT8, tại vị trí này công nhân sẽ đặt tấm phân chia chai vào thùng rỗng
- Thùng carton sau khi được đặt tấm phân chia sẽ đi qua băng tải số STT9 dừng lại nhờ cữ chặn
- Hai cụm gắp (3 trục) gắp trai từ băng tải số STT5+6 thả vào thùng
- Sau khi thùng đã chứa đủ chai theo quy định, đi qua máy dán băng dính mặt trên
- Thùng tiếp tục đi qua băng tải số STT18 và dừng lại tại vị trí cuối nhờ cữ chặn
- Robot đặt thùng vào pallet đặt trên băng tải số STT15 (số lượng thùng theo quy định)
- Pallet đi qua máy quấn màng, sau đó đến đến băng tải cuối số STT20
- Xe nâng vận chuyển pallet đã quấn màng tới nơi quy định
- Ngoài ra hệ thống có bộ phận cấp pallet tự động:
+ Xe nâng đưa pallet trống vào cụm pallet dispenser
+ Pallet được cấp lần lượt ra băng tải số STT14+15
- Chai thủy tinh chứa sản phẩm
+ Chai thủy tinh sau khi được đóng sản phẩm đi ra qua 2 băng tải STT1+2
+ Tiếp tục đi qua 2 máy dán label
+ Chai sau khi dán label xong đi qua 2 băng tải STT5+6 và dừng lại ở vị trí cuối băng tải, chuẩn bị gắp thả vào thùng
| Tốc độ đóng gói | 8 thùng/phút (Option: 8 , 10, 12, 16, 20) |
| Điện áp | AC 220V/380 V / 50~60 Hz |
| Nguồn khí nén | >500L/min; 0,4~0,8 Mpa |
| Kích thước thùng | L200~500mm/W150~390mm/H100~350mm (Option: theo nhu cầu khách hàng) |
| Kích thước pallet | 1100x1100, 1200x1200,… |
| Kích thước băng dính | 36mm, 48mm, 50mm, 60mm |
| Layout dây chuyền | Tùy vào layout nhà máy khách hàng |



































